
Integration elektrischer Funktionen in additiv gefertigte Bauteile
Durch die Kombination additiver Fertigungsprozesse mit Technologien für die Elektronikproduktion können personalisierte dreidimensionale elektronischer Baugruppen realisiert werden. Im hier vorgestellten Forschungsprojekt wurden elektronische Komponenten in ein mittels pulverbettbasierten 3D-Verfahren hergestellt, elektrische Komponenten sowie Leiterbahnen in das Bauteil integriert sowie auf der Bauteiloberfläche mithilfe des Aerosol-Jet-Druckprozesses erzeugt.
Ein großer Vorteil der additiven Fertigung, neben der Möglichkeit der Herstellung von komplexen Bauteilen, zeigt sich in der Integrationsmöglichkeit von unterschiedlichen Funktionen während des Aufbauprozesses. Dazu gehören mechanische Funktionen wie z. B. Gelenke und Federn sowie thermodynamische Funktionen wie isolierende Schichten oder konturnahe Kühlkanäle, mit denen effizient der Wärmehaushalt des Bauteils gesteuert werden kann. Ein neuer Ansatz ergibt sich durch die Integration von elektrischen Funktionen, bei dem einfache elektrische Schaltungen, bestehend aus elektrischen Komponenten und Leiterbahnen, direkt während des Aufbauprozesses eingearbeitet bzw. erzeugt werden.
Das iwb Anwenderzentrum Augsburg forscht seit dem Jahr 2009 aktiv an der Integration von dreidimensionalen elektrischen Schaltungen während des pulverbettbasierten 3D-Druckprozesses. Dabei dient als Versuchsanlage ein Versuchsstand der Firma voxeljet aus Friedberg. Zur Realisierung der dreidimensionalen elektrischen Schaltungen im Bauteil wurde der 3D-Drucker mit einem Aussaugmechanismus und einem Multimaterialmodul erweitert. Sie ermöglichen es, in jeder beliebigen Schicht elektrische Komponenten sowie ein weiteres, in diesem Fall leitfähiges, Material in das Bauteil zu integrieren.
Was ist additive Fertigung?
Die Technologie der additiven Fertigung, auch bezeichnet als Rapid Prototyping oder im englischsprachigen Raum als 3-D-printing, ist eine vergleichsweise junge Technologie. Erste Anlagen wurden im Jahr 1987 auf dem Markt vorgestellt [1] und verarbeiteten Kunststoffmaterialien. Anwendungen fanden sich hauptsächlich im Prototypenbau, da die additive Fertigungstechnologie es ermöglichte, in kurzer Zeit ein reales Anschauungsmodell zu erstellen. Seitdem wurden viele Anstrengungen zur Entwicklung neuer Technologien unternommen, um die verfügbare Materialpalette maßgeblich zu erweitern. So können nun neben Kunststoffen auch die unterschiedlichsten Metalle sowie Keramiken additiv verarbeitet werden [2, 3].
Einige Kunststoffverfahren bieten Vorteile, die mit herkömmlichen Verfahren nicht oder nur mit Mehraufwand erreicht werden können, so z. B. die Freiheit in der Komplexität der Bauteile oder auch die Möglichkeit, mechanische Funktionen bereits während der Bauteilerzeugung herzustellen [4]. Aufgrund der kontinuierlichen Weiterentwicklung dieser Technologien kann die additive Fertigung mittlerweile nicht nur für die Erstellung von Prototypen, sondern bereits als Produktionsverfahren für kleine und mittlere Serien verwendet werden [5].
Pulverbettbasiertes 3D-Drucken
Das iwb beschäftigte sich unter anderem mit der Technologie des pulverbettbasierten 3D‑Druckens, dass bei den Untersuchungen Anwendung fand. Bei diesem Verfahren wird eine dünne Schicht eines Ausgangsmaterials (Pulver) mittels eines Walzenbeschichters auf eine Bauplattform aufgetragen und anschließend durch die selektive Einbringung eines Aktivators (Binder) lokal verfestigt. Als Basismaterial wird beim 3D-Drucken meist Polymethylmethacrylat (PMMA) verwendet. Der Binder wird mittels Düsen punktuell in das Pulverbett injiziert. Hierfür verfährt ein Druckkopf vollflächig über den zu verfestigenden Bereich [6]. Die Erzeugung der Druckbilder geschieht durch eine separate Software, im Fall des iwb ist dies RAPIX3D. Die gedruckten Bauteile müssen nach der Generierung der letzten Schicht für 24 Stunden im Pulverbett verweilen, damit die chemische Verfestigungsreaktion kontrolliert ablaufen kann. Eine frühzeitige Entnahme des Bauteils führt zu einer beschleunigten Reaktion und somit zu einem starken Verzug. Nach der Aushärtezeit kann das Objekt aus dem Pulverbett entnommen und vorsichtig vom Restpulver befreit werden. Anschließend wird das Bauteil für 4 Stunden bei 40 °C in einem Wärmeofen ausgelagert, um letzte Rückstände des Binders zu entfernen. Der auf diese Weise hergestellte Körper weist eine hohe Porosität und eine geringe Festigkeit auf, weswegen er auch „Grünling“ genannt wird. Ein anschließender Infiltrationsprozess mit Wachs, Epoxid, Polyurethan bzw. Acryl ermöglicht die Erhöhung der mechanischen Festigkeit des Bauteils.
Realisierung eines Demobauteils mit integrierten Funktionalitäten
Zur Visualisierung der Zielsetzung der einzelnen Institute dient die schematische Darstellung eines Demobauteils (Abbildung 2).
Folgende Funktionen sollten realisiert werden:
- Integrierte elektrische Leiterbahnen (2-dimensional sowie 3-dimensional)
- Integration bestehender elektrischer Komponenten
- Gedruckte Leiterbahnen auf der Bauteiloberfläche
- Elektrische Komponenten auf der Bauteiloberfläche
- Gedruckte elektrische Komponente auf einem Inlay
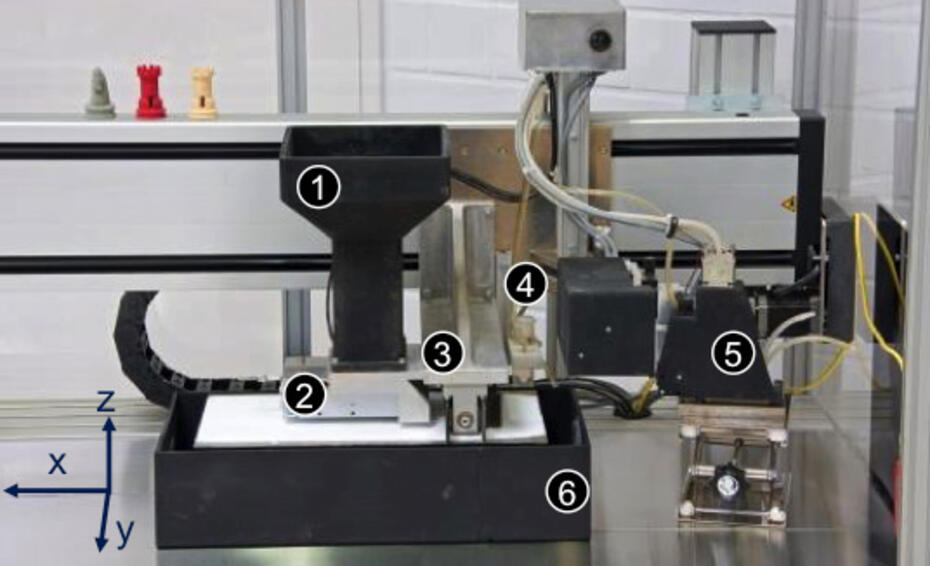
Die Funktion 1 und 2 sowie der Aufbau des Grundkörpers wurden von dem iwb durchgeführt. Der Projektpartner FAPS knüpfte an diese Vorarbeiten an und führte die oberflächig endenden Leiterbahnen mithilfe des Aerosol-Jet-Verfahrens (3) weiter. Weiterhin wurden seitens des FAPS auf der Oberfläche des Bauteils elektrische Komponenten verbaut (4) bzw. Komponenten eigens generiert (5).
Integration bestehender elektrischer Komponenten
Da der Prozess des 3D-Druckens ein Pulverschichtverfahren ist, wird die Bauplattform nach jeder Schicht um 150 µm abgesenkt und anschließend eine neue Pulveroberfläche erzeugt. SMT-Widerstände, die für erste Untersuchungen als Beispielbauteil verwendet wurden, sind in der Regel höher als eine einzelne Pulverschicht. Bei einer Positionierung der elektrischen Komponente auf dem Pulverbett kommt es aufgrund der Bauteilgröße zu einem Kontakt zwischen der Beschichterwalze und dem Objekt, was zu einer Verschiebung des Bauteils in Verbindung mit Fehlern im Pulverbett führt. Da die letzte Schicht die begrenzende Höhe darstellt, muss die eingelegte Komponente unterhalb der obersten Pulverschicht liegen. Ein Lösungsansatz ist, Kavitäten zu erzeugen, in die elektrische Bauteile eingelegt werden können. Eine Beeinflussung durch den Beschichtungsmechanismus kann somit vermieden werden. Der dafür entwickelte und in den Versuchsstand integrierte Aussaugmechanismus ist in Abbildung 3 als CAD-Zeichnung (links) und in realer Ausführung (rechts) dargestellt.
Mithilfe eines Vakuumerzeugers VAD-1/4 der Firma Festo wird in dem Schlauch und an der Aussaugnadel ein Unterdruck erzeugt, der nicht benetztes Pulver aus dem Bauraum entfernt und in einem Pulverabscheider deponiert. Die zusätzlich integrierte z-Achse ermöglicht das Anheben bzw. das Absenken der gesamten Aussaugeinheit. Die aktuell erzeugbare, minimale Vertiefung hat eine Tiefe von 110 µm, was unterhalb der Schichtdicke von 150 µm liegt. Die obere Grenze ist lediglich durch die Länge der Nadel begrenzt und liegt aktuell bei 20 mm. Zur Erzeugung von präziseren Vertiefungen wurde die Öffnung der Nadel modifiziert (siehe Abbildung 4 a und b), indem diese verfeinert und gebogen wurde. Durch die dünneren Strukturen können Vertiefungen mit einer geringeren Breite erzeugt werden. Durch die Biegung des Endes wird der Transport des losen Pulvers zur Öffnung und somit die Qualität der Pulverentfernung verbessert.
In diese Kavitäten können jegliche Komponenten integriert werden. Vorstellbar wären z. B. RFID-Chips oder Bewegungssensoren, die im Anschluss, ohne eine Möglichkeit der Offenlegung, vollständig im Bauteil integriert wären.
Erzeugung von dreidimensionalen elektrischen Leiterbahnen
Eine weitere Herausforderung zur Erzeugung von elektrischen Schaltungen ist neben der Integration von elektrischen Komponenten die Erzeugung von elektrischen Leiterbahnen während des Bauprozesses. Zu diesem Zweck wurden mit unterschiedlichen leitfähigen Materialien Voruntersuchungen durchgeführt. Dabei stellte sich heraus, dass aufgrund der hohen Porosität des Pulverbettes und der Anforderung, thermische Einflüsse auf das Pulverbett zu vermeiden, hochviskose Flüssigkeiten oder Festmaterialien verwendet werden müssen. Da ein Festkörper mit Einschränkungen bezüglich der Flexibilität einhergeht, wurden für die weiteren Untersuchungen ein hochviskoser Leitkleber EPO-TEK® E4110 der Firma Epoxy Technology verwendet. Dieser härtet bei Raumtemperatur aus und bleibt aufgrund der hohen Viskosität oberflächig liegen. Zur automatisierten Verarbeitung dieses Materials wurde die Anlage durch die Integration eines Multimaterialmoduls erneut modifiziert. Das Modul wird in Abbildung 5 dargestellt.
Durch die Bewegung des Schrittmotors 1 kann, wie beim Aussaugmodul, die gesamte Einheit auf die gewünschte Höhe abgesenkt bzw. angehoben werden, um so auf der Pulverbettoberfläche wie auch in Ebenen darunter Material ablegen zu können. Der Schrittmotor 2 dient zur Förderung des Leitklebers und definiert über seine Geschwindigkeit die Menge an Material, die über die Abgabenadel aufgebracht wird. Mithilfe dieses Mechanismus‘ ist es möglich, neben zweidimensionalen Leiterbahnen in einer Ebene ebenfalls dreidimensionale Leiterbahnen in verschiedenen Ebenen des Bauteils zu erzeugen (siehe Abbildung 6).
Zur Überprüfung der Geometrie der Leiterbahnen wurde eine Bildverarbeitungssoftware konzipiert, die die erzeugten Strukturen hinsichtlich deren Unregelmäßigkeiten untersucht. Dabei wurde der Algorithmus so angepasst, dass Unterbrechungen in der Leiterbahn sowie eine Über- bzw. Unterschreitung der Sollbreite der Leiterbahn automatisch detektiert und markiert werden. Abbildung 7 zeigt sowohl eine Leiterbahn auf einer PMMA-Oberfläche (links) sowie das dazugehörte Bild aus der Bildverarbeitungssoftware (rechts).
Aufgrund der Aushärtedauer des Leitklebers von ca. 24 Stunden ist eine Prüfung des Widerstandes direkt nach dem Einlegen nicht möglich. Die optische Überwachung ermöglicht die Sicherstellung der Geschlossenheit der Leiterbahn und weist auf Unregelmäßigkeiten hin.
Oberflächenfunktionalisierung des 3D-Bauteils
Zur Funktionalisierung der Oberfläche wurde eine masken- und kontaktlose Aerosol Jet-Technologie (entwickelt von Optomec) verwendet. Der Vorteil dieses Verfahrens besteht in der Vielfalt der prozessierbaren Materialien. Durch das Drucken von leitenden, halbleitenden oder dielektrischen Tinten können unterschiedliche elektrische Funktionen erzeugt werden [6].
Zur Datenvorbereitung wird der zweidimensional ausgelegte Schaltplan mithilfe einer speziellen Software an die Oberfläche des zu bearbeitenden Bauteils im 3D-CAD-Modell angepasst.
Eine Herausforderung bei der Erzeugung von elektrischen Leiterbahnen auf der 3D-gedruckten Oberflächen lag in der hohen Oberflächenrauigkeit der Bauteile. Zunächst wurden für diesen Prozessschritt die bereits erwähnten Grünlinge, also ausgehärtete Bauteile, verwendet. Eine Leitfähigkeit konnte erst nach mehrfachem Bedrucken derselben Leiterbahn erzeugt werden, diese wies zudem vergleichsweise hohe Widerstandwerte auf. Bessere Ergebnisse konnten mit bereits infiltrierten Bauteilen erreicht werden, da die hochviskosen Silbertinte nicht in das Bauteil einsickerte, sondern auf der Oberfläche liegen blieb. Für den bei Silbernanotinten notwendigen Sinterprozess zur Erzeugung einer guten Leitfähigkeit wurden zudem unterschiedliche Sinterverfahren untersucht. Der standardmäßig eingesetzte Ofenprozess konnte hier nicht angewendet werden, da die Sintertemperatur der Tinten in den meisten Fällen über der Glasübergangstemperatur des Grundmaterials PMMA liegt und es so zu einer Deformation des Bauteils kommt. Lokale Sinterprozesse wie die Verwendung eines Diodenlasers oder das photonische Sintern wurden im Rahmen des Projektes untersucht und als geeignete Technologie für den Sinterprozess identifiziert.
Für die Ankontaktierung bestehender SMT-Komponenten wurde ebenfalls Leitkleber verwendet. Da die Klebestellen leicht-brechende Schwachpunkt darstellen und aufgrund der Unebenheiten der Bauteiloberfläche die elektrischen Komponenten oft nicht gleichmäßig darauf aufliegt, wurde eine weitere Methode aufgezeigt. Dabei werden bereits im 3D-Druck Kavitäten an der Oberfläche des Bauteils freigelassen. Diese werden im Folgeprozess mit einem Füllermaterial teilweise gefüllt und darin anschließend die elektrischen Komponenten umgedreht eingebettet. Eine ebene Oberfläche sowie eine feste Ankontaktierung wurden mit dieser Methode erreicht.
Zusammenfassung und Ausblick
Mithilfe der neuen, in die Anlage integrierten Module (Aussaugmodul und Multimaterialmodul), ist es nun möglich, dreidimensionale elektrische Schaltungen in ein additiv zu fertigendes Bauteil zu integrieren. Die dabei erzeugten Kavitäten können mit SMT-Komponenten bestückt bzw. die Kanäle mit Leitkleber gefüllt werden. Das entwickelte, optische Überwachungssystem zeigt bereits auf dem Versuchsstand Fehler und Unregelmäßigkeiten bei der Leiterbahnerzeugung auf.
In Zukunft gilt es, das Überwachungssystem in die Anlage zu integrieren und mit der Steuerungssoftware zu koppeln, so dass detektierte Fehler automatisch durch eine z. B. erneute Abgabe von Material an dieser Stelle beseitigt werden. Weiterhin gilt es, das Multimaterialmodul hinsichtlich der Genauigkeit der Materialabgabe anzupassen, um so die Höhe sowie die Breite der Leiterbahnen zu verringern.
Weiterführende Informationen
iwb Anwenderzentrum Augsburg
Das Institut für Werkzeugmaschinen und Betriebswissenschaften (iwb) ist ein produktionstechnisches Institut an der Technischen Universität München. Derzeit arbeiten am iwb ca. 120 Mitarbeiter an den beiden Standorten in Garching und Augsburg. Das iwb Anwenderzentrum Augsburg transferiert Forschungsinhalte in die produktionstechnische Praxis und führt hierbei vor allem KMUs (kleine und mittlere Unternehmen) an richtungsweisende Innovationen heran bzw. erarbeitet richtungsweisende produktionstechnische Lösungen in Zusammenarbeit mit diesen Unternehmen. Am Standort Augsburg wird unter anderem in den Geschäftsfeldern Fertigungstechnik, Digitale Fabrik, Betriebsorganisation sowie Montagetechnik anwendungsorientierte Forschung betrieben.
Das Geschäftsfeld Fertigungstechnik hat den Forschungsschwerpunkt auf die additive Fertigung gelegt und dadurch tiefgehende technische wie auch methodische Kompetenzen aufgebaut. Diese ermöglichen unter anderem die Anpassung des Prozesses, die Auslegung von Prozessketten und die Optimierung von Bauteilen hinsichtlich der additiven Fertigung. Seit 2012 ist das neue Labor für die additive Fertigung „AMLab“ in Betrieb, in welchem neben modernsten Anlagentechnologien im Metall- und Kunststoffbereich vielfältige Messinstrumente und Möglichkeiten zur Materialuntersuchung gebündelt und bereitgestellt werden.
Forschungsprojekt 3DAMEEA
Die Ergebnisse wurden im Rahmen des Forschungsprojektes „3D Additive Manufacturing of Electrical and Electronic Applications“ - 3DAMEEA erarbeitet und aufgrund eines Beschlusses des Deutschen Bundestages durch das Bundesministerium für Wirtschaft und Technologie (BMWi) gefördert.
Ziel dieses Vorhabens war die Eignung additiver Herstellungsverfahren zur Erzeugung elektrischer und elektronischer Anwendungen zu erforschen und weiter zu entwickeln.
Literaturquellen:
[1] M. Schilling, “Rapid Manufacturing in der Kleinserienproduktion, “ Rtejournal – Forum für Rapid Technologie 5 (2008).
[2] A. Gebhardt, Generative Fertigungsverfahren: Rapid prototyping - rapid tooling - rapid manufacturing, 3rd ed. München: Hanser, 2007.
[3] I. Gibson, D. W. Rosen and B. Stucker, Additive manufacturing technologies: Rapid prototyping to direct digital manufacturing. New York, NY: Springer, 2010.
[4] M. F. Zaeh, Wirtschaftliche Fertigung mit Rapid-Technologien: Anwender-Leitfaden zur Auswahl geeigneter Verfahren. München: Hanser, 2006.
[5] L. Hvam, N. H. Mortensen et al., Product customization, Berlin: Springer, 2008.
[6] Hoerber, J.; Glasschroeder, J.; Pfeffer, M.; Schilp, J.; Zaeh, M.; Franke, J.: “Approaches for Additive Manufacturing of 3D Electronic Applications,” Procedia CIRP 17 (2014), S. 806-811.
Autor und Kontakt
Herr Johannes Glasschröder ist wissenschaftlicher Mitarbeiter am iwb Anwenderzentrum Augsburg und beschäftigt sich thematisch mit der Prozessentwicklung beim pulverbettbasierten 3D-Drucken.
Johannes Glasschröder
Beim Glaspalast 5
86153 Augsburg
Tel: 0821/5688353
Fax: 0821/5688350
E-Mail: johannes.glasschroeder@iwb.tum.de



